Durch unsere langjährige Erfahrung im Bereich der Oberflächenbearbeitung und Oberflächenbeschichtung sind wir der ideale Dienstleister im Bereich Lohngalvanik. Hierbei konzentrieren wir uns besonders auf die individuellen Wünsche unserer Kunden. Bei der Wahl der Oberflächenbehandlung werden Verwendungszweck, Korrosionsschutz, Funktion und dekoratives Aussehen berücksichtigt. Mit speziellen Verfahrenstechniken garantieren wir auch bei Teilbeschichtungen und geometrisch komplizierten Teilen eine optimale Oberflächenveredlung der Bauteile im Gestellverfahren oder Trommelverfahren.
We surface treat the parts according to customer requirements for different applications and industries:
Automobilindustrie | Medizintechnik | Schmuck- und Uhrenindustrie | Leiterplattenindustrie | Apparate- und Anlagenbau
VERFAHREN
Surface coating of steel parts and non-ferrous metals
We specialize in the galvanic surface coating of parts and components. The supplied components can be surface-treated as follows:
If metal workpieces are electroplated after shaping, they must be clean and free of grease. Contamination, such as oil and grease, acts as a separating agent between the base material and the coating. For this reason, workpieces contaminated with oil and grease are first degreased and cleaned in our electroplating shop using:
Decapitation is immersion in an acid solution to remove thin layers of tarnish and to activate metallic surfaces. Decapitation is used after degreasing surfaces in alkaline solutions to neutralize them. Before placing workpieces in an electrolyte, especially after a previous pre-treatment, an immersion process in an acidic solution is usually carried out. Decapitation is intended to facilitate the removal of alkaline electrolyte residues, prepare the surface for the subsequent process and, above all, remove passive and oxide films.
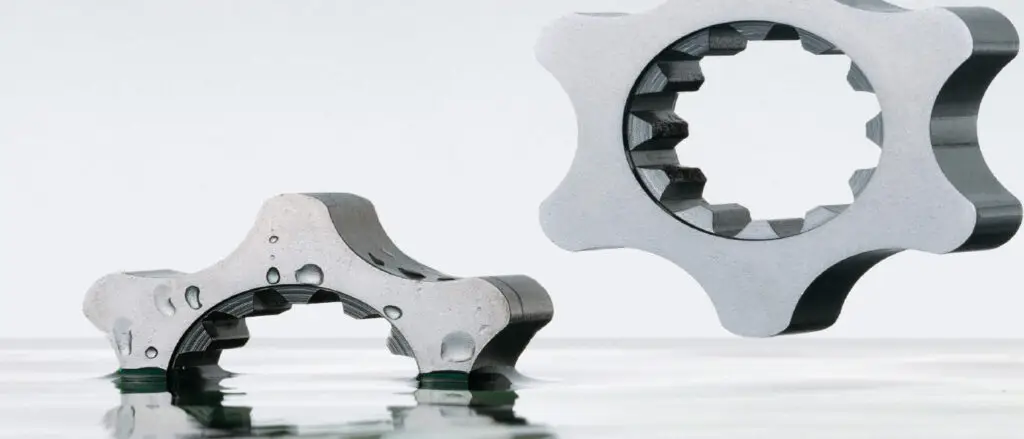
Galvanische Zinkaufträge werden als Korrosionsschutzschicht auf Eisenwerkstoffe verwendet. Das Metall zeichnet sich durch eine gute Umwelt- und Bioverträglichkeit sowie eine hohe Wirtschaftlichkeit aus. Die Abscheidung ist sowohl auf großen Teilen, die einzeln befestigt den Prozess durchlaufen, als auch auf kleinen Massenteilen (Schüttgut), die in Körben oder Trommeln bearbeitet werden. Die üblichen Schichtdicken der Schichten liegen zwischen etwa 5 μm und bis zu 30 μm.
Electroplated tin and tin coatings are used due to their good corrosion resistance, solderability and self-lubricating properties, which are required for bearings. The usual layer thicknesses of the coatings are between around 0.5 μm and up to 30 μm.
The basic tendency of galvanized steel surfaces to white corrosion can be significantly reduced by chromating. It is an essential post-treatment step in the galvanizing process. In addition to the original yellow chromating, we offer blue. Olive and black chromating as further coating systems. In addition to corrosion protection, these coatings also have a decorative effect. The layer thicknesses of the chromates are between 0.1 and a maximum of 2 μm. They are also very suitable as adhesion promoters for post-treatment with paints or plastic coatings.
Chemical process for surface removal on metals and is used for controlled chemical deburring and smoothing of the surface. For processing, the parts are immersed in the process bath loosely in baskets, drums or individually on racks.
Chemical production of a protective layer on a metallic material which prevents or significantly slows down the corrosion of the base material.
Stainless steel
Passivation of stainless steel surfaces chemically creates a passive layer to improve the corrosion resistance of the material. Recommended for components that are subject to high chemical stress after pickling or electropolishing.
Copper and copper alloys have the natural property of oxidizing on contact with air and moisture. These surfaces can be protected against corrosion (tarnishing) with a special tarnish protection.
We offer all our services in our own electroplating shop. We only use our own equipment for this. This enables us to achieve the highest quality for your products and respond to your individual requirements.
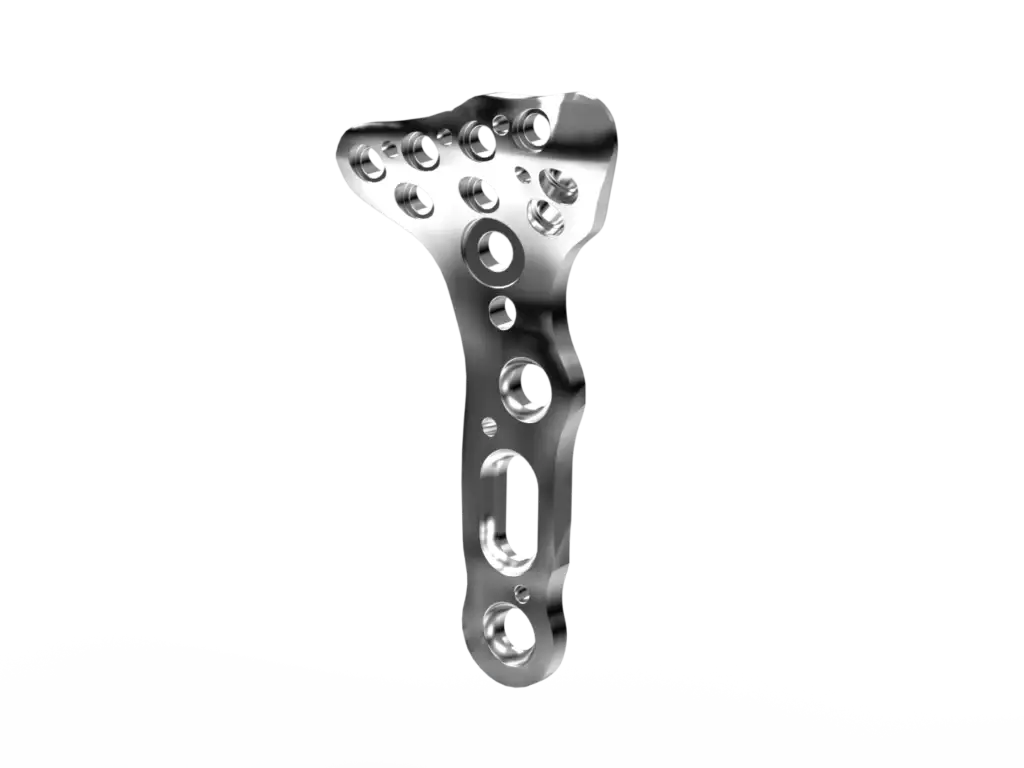
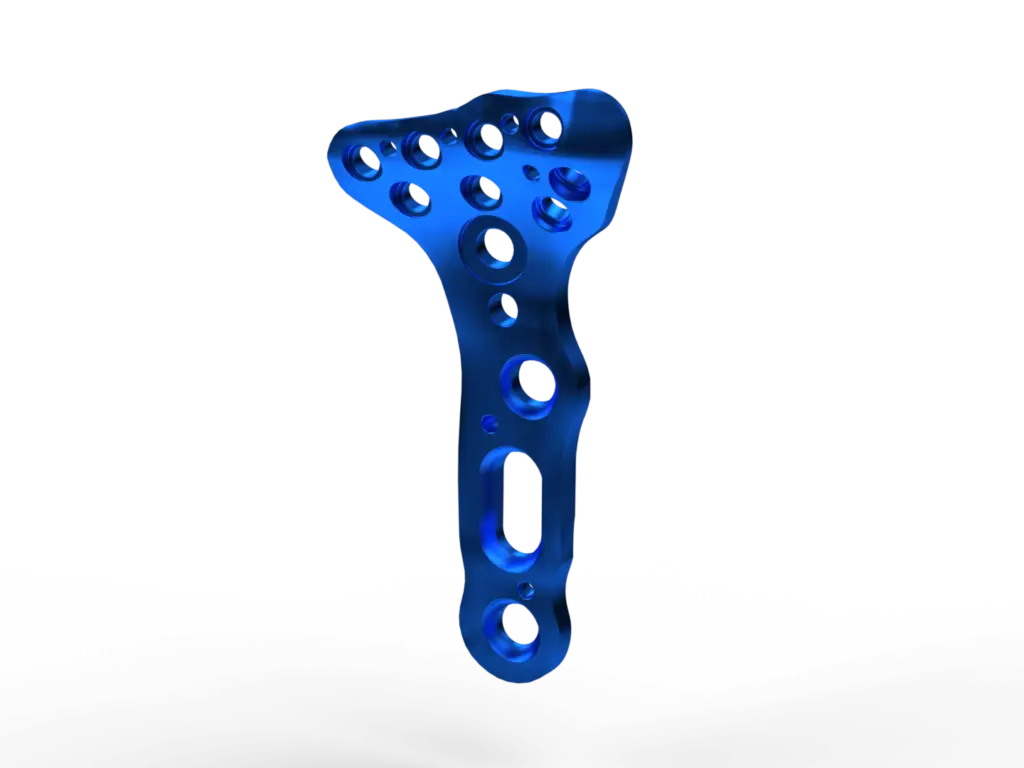
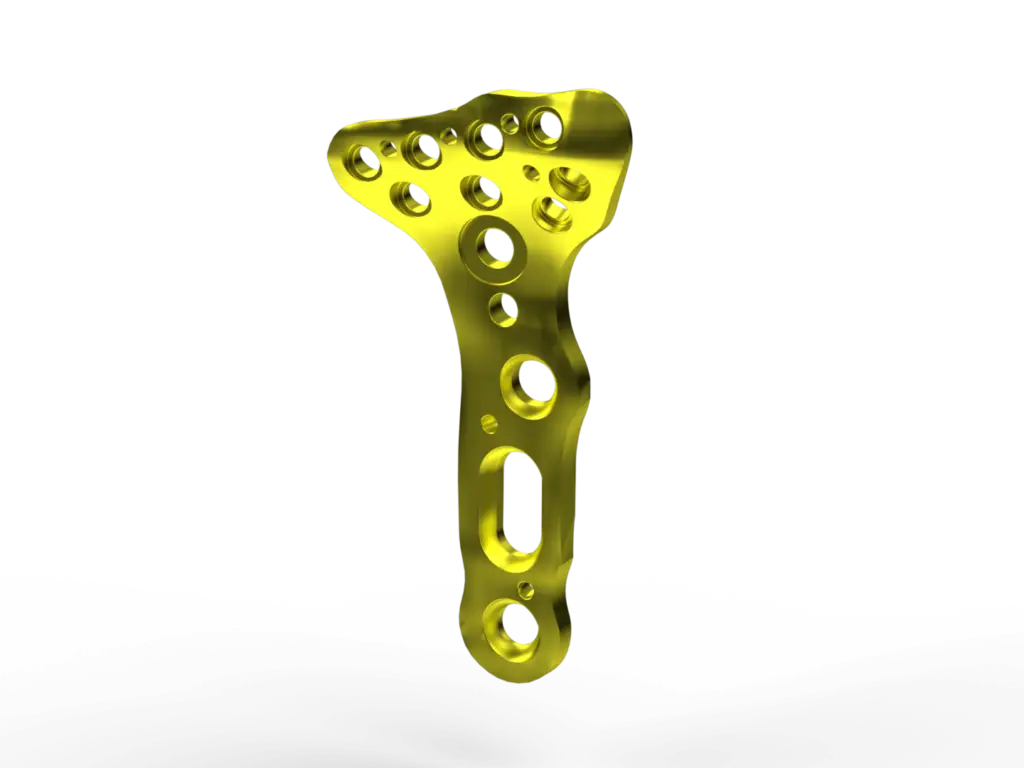
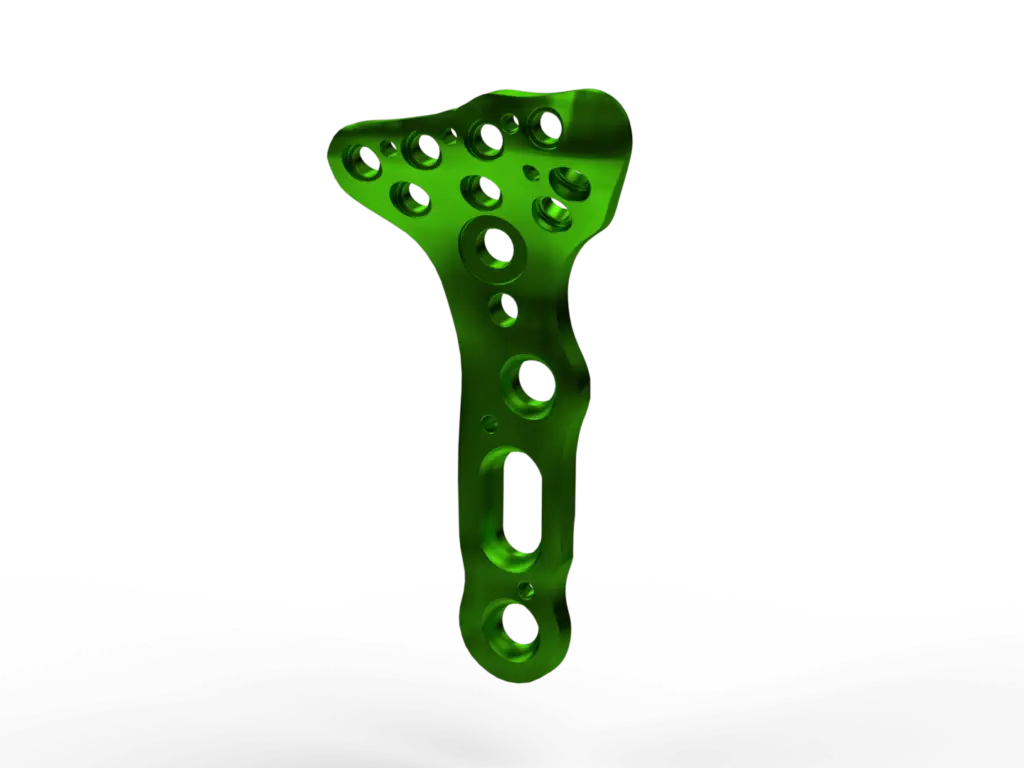
Medical parts or components made of titanium or titanium alloys are electrochemically anodized with special aqueous electrolytes. The result is a thin, firmly adhering titanium oxide layer that appears colored due to the superimposition of light waves (interference). The color palette of type III anodized surfaces ranges from titanium grey, blue, yellow, magenta to green. The main purpose of anodizing medical parts and components is to improve identification and corrosion protection. The titanium oxide layer has very good electrical insulation and biocompatibility
Color spectrum
Blue
Mint
Yellow
Magenta
Green
Before
After
Grey anodizing type II
In addition to colour anodizing, grey anodizing (acidic or alkaline) can also be carried out in the systems. Type II grey anodizing is preferably used for bone plates, bone screws and bone implants. The process produces even thicker coatings and serves to improve corrosion and wear resistance.
Electropolishing
Electrochemical polishing (electropolishing) and deburring of stainless steel significantly improves the properties of the metallic surface, which has a positive effect on the durability of the individual components. Electropolishing is an electrochemical process for surface removal. The removal is carried out with special aqueous solutions using electricity in the micro range and produces a smooth and shiny surface.